本次交付涵盖多个国内外制造项目,涉及OTR、TBR、PCR等轮胎批量硫化设备的配套液压系统与油缸。系统核心部件均采用自研液压元件,体现了技术整合与供应链的协同能力。
目前,相关产品已覆盖乘用车胎、商用车胎、工程胎、实心胎、工程巨胎、特种胎等全系列硫化机领域,并实现批量应用。尤为引人关注的是,一套用于全球极限规格236寸巨型工程胎硫化机的液压系统与油缸预计于今年12月交付。这一项目有望在行业内创下新纪录,并进一步巩固在超大规格硫化机系统方面的技术积累。
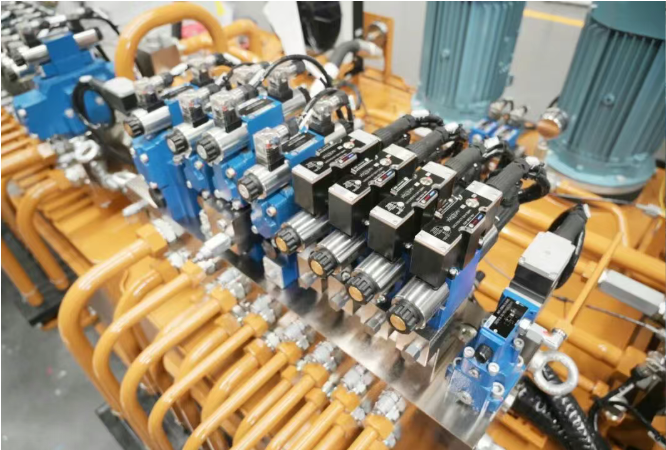
在技术路径上,系统延续“伺服驱动+高性能元件”理念,依托核心部件自研,实现能效提升与控制精度的改进。所采用的HP6V系列变量柱塞泵,具备良好的负载适应性与稳定的流量输出,能够满足合模、硫化等工序中对高压保压的工艺要求,并可应对因温度与原料变化导致的工况波动,为轮胎硫化过程提供持续稳定的动力支持。
此外,定制化设计的工业阀组通过插装阀与板式阀的优化组合,结合三维流道仿真与集成技术,从设计阶段降低了压损与泄漏风险。这一设计带来三方面系统特点:一是控制更为精准、响应迅速,有助于工艺稳定;二是模块化结构便于功能扩展与适配;三是在维持设备长期可靠运行的同时,提升了能效,为客户带来节能收益。
具体阀件如4WREE、4WRZE比例换向阀、DBEME比例溢流阀及4WEH电液动换向阀,在通径、压力与流量参数上覆盖广泛需求,进一步增强了系统整体性能与适应性。
随着国内外订单陆续落实以及大型项目持续推进,恒立正以系统化、集成化和全球化的思路,深入参与全球轮胎产业升级进程。不仅提供液压元件,更致力于打造基于实际场景的一站式系统解决方案,并在技术协同与客户服务方面与国际需求接轨。
展望未来,恒立将继续与全球轮胎硫化机伙伴协作,通过更高效、稳定且环保的产品与系统方案,共同推动轮胎制造领域的持续发展